

LB-52NSU日本神鋼焊條 低合金低溫鋼高強(qiáng)鋼焊條進(jìn)口焊條進(jìn)口焊絲
西安駿焊專(zhuān)業(yè)銷(xiāo)售日本神鋼焊條焊絲
When pipe root pass welding must be conducted from outside rather than inside in order to b the back bead inside the pipe, GTAW or SMAW are generally favored. Kobe Steel has long marketed FAMILIARC? LB-52U as well as FAMILIARC? LB-62U for this purpose, and they still serve as Kobe’s most reliable, “one and only” products worldwide.
In addition to meeting the always-changing and diverse specifications of pipelines, TRUSTARC? LB-52NSU has been developed specifically for root pass welding of pipes for low temperature service. It is a covered, low hydrogen type electrode equivalent to AWS A5.5 E7016-G. It offers superb notch toughness at -60°C and very low diffusible hydrogen content of about 3.0ml/100g. The chemistries, mechanical properties of all weld bl and diffusible hydrogen content of TRUSTARC? LB-52NSU are shown in Tables 3, 4 and 5 respectively.
Table 1: Covered electrodes for girth welding|
API 5L pipe grade |
Welding pass |
Low hydrogen type |
High cellulose type |
|
|---|---|---|---|---|
|
Vertical upward b |
Vertical downward b |
|||
| X42-X52 | Root |
LB-52U LB-52NSU |
LB-78VS | KOBE-6010 |
| Hot |
LB-52-18 LB-52NS |
|||
| Filler & Cap | ||||
| X56-X60 | Root |
LB-52U LB-52NSU |
KOBE-6010 KOBE-7010S |
|
| Hot |
LB-52-18 LB-52NS |
KOBE-7010S | ||
| Filler & Cap | ||||
| X65 | Root | LB-52U | LB-88VS |
KOBE-7010S KOBE-8010S |
| Hot |
LB-62 LB-62D |
|||
| Filler & Cap | KOBE-8010S | |||
| X70 | Root | LB-62U |
KOBE-7010S KOBE-8010S |
|
| Hot |
LB-62 LB-62D |
|||
| Filler & Cap | KOBE-8010S | |||
| X80 | Root | LB-62U |
LB-98VS LB-108VS |
—— |
| Hot |
LB-65D LB-106 |
|||
| Filler & Cap | ||||
| X100 | Root | —— | LB-118VS | —— |
| Hot |
LB-80L LB-116 |
|||
| Filler & Cap | ||||
|
API 5L pipe grade |
Welding pass |
Temperature (°C) | ||
|---|---|---|---|---|
| -20 | -40 | -60 | ||
| X42-X56 | Root & Hot |
TG-S50 MX-100T |
TG-S1N MX-A55T |
|
| Filler & Cap |
DW-A50 DW-A50SR |
DW-A55E DW-A55ESR |
DW-A55L DW-A55LSR DW-A81Ni1 |
|
| X60 | Root & Hot | TG-S62 | TG-S60A | |
| Filler & Cap |
DW-A55E DW-A55ESR |
DW-A55L DW-A55LSR DW-A81Ni1 |
||
| X65 | Root & Hot | TG-S62 | TG-S60A | |
| Filler & Cap |
DW-A55E DW-A55ESR |
DW-A55L DW-A55LSR DW-A81Ni1 |
||
| X70 | Root & Hot | TG-S62 | TG-S60A | |
| Filler & Cap | DW-A70L |
DW-A55L DW-A81Ni1 |
||
| X80 | Root & Hot | TG-S80AM | ||
| Filler & Cap | DW-A70L | —— | ||
| X100 | Root & Hot | TG-S80AM | ||
| Filler & Cap | DW-A80L | —— | —— | |
| C | Si | Mn | P | S | Ni | Ti | B |
|---|---|---|---|---|---|---|---|
| 0.06 | 0.62 | 1.25 | 0.016 | 0.004 | 0.50 | 0.014 | 0.0027 |
| Tensile properties | Notch toughness | ||||||
|---|---|---|---|---|---|---|---|
|
0.2% PS (MPa) |
TS (MPa) |
EI (%) |
RA (%) |
Absorbed energy:J (Brittle fracture: %) |
FATT (°C) |
||
| -80°C | -60°C | -40°C | |||||
| 511 | 598 | 32 | 78 |
43(60) 55(60) 41(60) Av.46(60) |
44(55) 72(55) 58(52) Av.58(54) |
70(50) 137(35) 144(35) Av.117(40) |
-53 |
| Electrode dia (mm) | 1 | 2 | 3 | 4 | Ave. |
|---|---|---|---|---|---|
| 3.2 | 2.8 | 3.3 | 3.5 | 3.0 | 3.2 |
Note: Tested b: According to AWS A4.3.(Gas chromatography)
Welding current: 120 A (DCEP)
Welding atmosphere: 21°C x RH10%
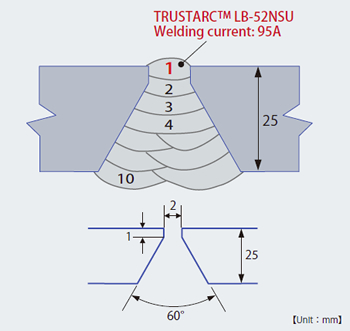
Figure 3: Groove shape and pass sequence of butt joint
welding with TRUSTARCTM LB-52NSU(root pass only)
and TRUSTARCTM LB-52NS
In welding a butt joint on a 25 mm thick plate, 3.2 mm dia. TRUSTARC? LB-52NSU was used for the root pass with DC 95 amp, and 3.2 mm dia. TRUSTARC? LB-52NS was used for the second pass onwards with DC 110 amp in the vertical upward b. The preheating and interpass temperatures were kept between 115 and 135°C. Figure 3 shows the groove shape and the pass sequence and Figure 4, the macrostructure of the weld bl. The chemistries and the tensile properties are shown in Tables 6 and 7, respectively and the notch toughness properties and the transition curve of the butt joint weld bl are shown in Table 8 and Figure 5, respectively. (Note: both TRUSTARC? LB-52NSU and TRUSTARC? LB-52NS are specified as AWS A5.5 E7016-G).
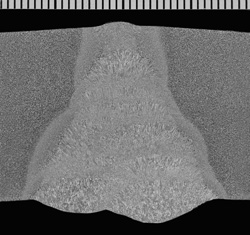
Figure 4: Macrostructure of butt joint weld
bl
| Location | C | Si | Mn | P | S | Ni | Ti | B |
|---|---|---|---|---|---|---|---|---|
| Face | 0.07 | 0.31 | 1.40 | 0.008 | 0.003 | 0.50 | 0.013 | 0.0022 |
| Reverse | 0.08 | 0.30 | 1.36 | 0.009 | 0.003 | 0.43 | 0.014 | 0.0023 |
| Location | Tensile properties | |||
|---|---|---|---|---|
| Center |
0.2%PS (MPa) |
TS (MPa) |
El (%) |
RA (%) |
| 506 | 577 | 25 |
81 |
|


